
Page 223 - www.hoggmbh.de - Werkzeugtechnikkatalog 2020-2022
P. 223
Zerspanung
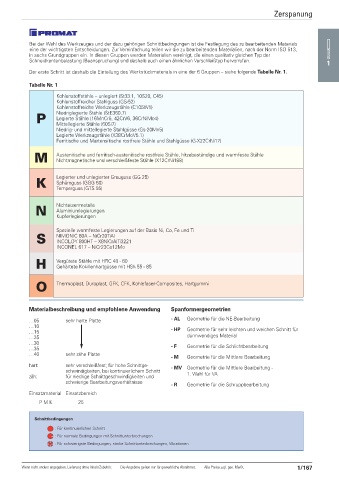
Bei der Wahl des Werkzeuges und der dazu gehörigen Schnittbedingungen ist die Festlegung des zu bearbeitenden Materials
eine der wichtigsten Entscheidungen. Zur Vereinfachung teilen wir die zu bearbeitenden Materialien, nach der Norm ISO 513,
in sechs Grundgruppen ein. In diesen Gruppen werden Materialien vereinigt, die einen qualitativ gleichen Typ der
Schneidkantenbelastung (Beanspruchung) und deshalb auch einen ähnlichen Verschleißtyp hervorrufen.
Der erste Schritt ist deshalb die Einteilung des Werkstückmaterials in eine der 6 Gruppen – siehe folgende Tabelle Nr. 1.
Tabelle Nr. 1
Kohlenstoffstähle – unlegiert (St33.1, 10S20, C45)
Kohlenstoffreicher Stahlguss (GS-52)
Kohlenstoffreiche Werkzeugstähle (C105W1)
P Niedriglegierte Stähle (StE360.7)
Legierte Stähle (16MnCr5, 42CrV6, 36CrNiMo4)
Mittellegierte Stähle (60Si7)
Niedrig- und mittellegierte Stahlgüsse (Gs-20Mn5)
Legierte Werkzeugstähle (X38CrMoV5.1)
Ferritische und Martensitische rostfreie Stähle und Stahlgüsse (G-X22CrNi17)
M Austenitische und ferritisch-austenitische rostfreie Stähle, hitzebeständige und warmfeste Stähle
Nichtmagnetische und verschleißfeste Stähle (X12CrNi188)
K Legierter und unlegierter Grauguss (GG 25)
Sphäroguss (GGG 60)
Temperguss (GTS 55)
N Nichteisenmetalle
Aluminiumlegierungen
Kupferlegierungen
S Spezielle warmfeste Legierungen auf der Basis Ni, Co, Fe und Ti
NIMONIC 80A – NiCr20TiAl
INCOLOY 800HT – X8NiCrAlTi3221
INCONEL 617 – NiCr23Co12Mo
H Vergütete Stähle mit HRC 48 - 60
Gehärtete Kokillenhartgüsse mit HSh 55 - 85
O Thermoplast, Duroplast, GFK, CFK, Kohlefaser-Composites, Hartgummi
Materialbeschreibung und empfohlene Anwendung Spanformergeometrien
…05 sehr harte Platte -AL Geometrie für die NE-Bearbeitung
…10
…15 -HP Geometrie für sehr leichten und weichen Schnitt für
…25 dünnwandiges Material
…30
…35 -F Geometrie für die Schlichtbearbeitung
…40 sehr zähe Platte
-M Geometrie für die Mittlere Bearbeitung
hart: sehr verschleißfest; für hohe Schnittge- -MV Geometrie für die Mittlere Bearbeitung -
schwindigkeiten, bei kontinuierlichem Schnitt
zäh: für niedrige Schnittgeschwindigkeiten und 1. Wahl für VA
schwierige Bearbeitungsverhältnisse -R Geometrie für die Schruppbearbeitung
Einsatzmaterial Einsatzbereich
P M K 25
Schnittbedingungen
: Für kontinuierlichen Schnitt
: Für normale Bedingungen mit Schnittunterbrechungen
: Für schwierigste Bedingungen, starke Schnittunterbrechungen, Vibrationen
Wenn nicht anders angegeben, Lieferung ohne Inhalt/Zubehör. Die Angebote gelten nur für gewerbliche Abnehmer. Alle Preise zzgl. ges. MwSt. 1/167
164-01_09_WSP_Promat_Teil1[3843187]-5B.indd 167 30.03.2020 11:13:40